Един от често използваните методи за обработка на метали: пробиване, партидна обработка на метални части
Jun 03, 2020
Остави съобщение
1. Определение за пробиване
Китайско име: Пробиване
Английско име: drilling
Други имена: пробиване
Определение: Пробивният инструмент се движи спрямо детайла и извършва аксиално движение на подаване, както и метод за обработка на дупки в детайла.
Пробиването е един от най-основните методи за обработка на дупки. Пробиването често се извършва на сондажни машини и стругове, но също така и на бурилни и фрезови машини. Често използваните сондажни машини включват машини за пробиване на стенд, вертикални пробивни машини и машини за радиално пробиване.

Второ, характеристиките на пробиване:
В сравнение с завъртането на външния кръг е много по-трудно свредлото да работи локално върху обработената повърхност, като по този начин причинява някои специални проблеми. Например, твърдостта и здравината на свредлото, задържането на чипове и евакуацията на чипове, водача и охлаждането и овлажняване, плъзгането и др., Неговите характеристики могат да бъдат обобщени, както следва:
1. Битовете се отклоняват лесно
Отклонение: се отнася до уголемяване на диаметъра на отвора, причинено от огъване на свредлото по време на обработката, отворът не е кръгъл или оста на отвора е изкривена и т.н., вижте фигура 2-6.
Причина: Поради неточното центриране на свредлото, твърдостта и направляващият ефект на свредлото са лоши, а свредлото лесно се отклонява и огъва по време на рязане.

2. Трудно евакуиране на чипове
Размерът на чипа на отвора за пробиване е по-широк, а размерът на слота за чипове е ограничен. Когато изтича навън, той силно се трие в стената на дупката и дупката е принудена да се търкаля в спирална форма. Чипът и стената на отвора ще причинят по-голямо триене, изстискване, разрохкване и надраскване на обработената повърхност, намалявайки качеството на повърхността. Чиповете дори могат да блокират в джоба на чипа, да заседнат или да счупят свредлото и инструментът бързо се износва.
За да се подобри състоянието на евакуация на чиповете, жлебът за разделяне на чипове може да бъде заземен върху свредлото, а широкият чип може да бъде разделен на тесни ленти, за да се улесни евакуацията на чипа. При пробиване на дълбоки дупки за обработка трябва да се използва подходящо дълбоко пробиване.
3. Висока температура на рязане
Тъй като пробиването е режещ полузатворен тип, основният режещ ръб има голям отрицателен ъгъл на рейката близо до сърцевината и напречния ръб. Топлината, генерирана по време на пробиване, се абсорбира от детайла и голям брой високотемпературни чипове не могат да се изхвърлят навреме, режещата течност е трудно да се инжектира в областта на рязане, а топлината на рязане не се разсейва лесно. Триенето между чипове, инструмент и детайл е много голямо, така че температурата на рязане е висока, износването на инструмента е голямо, а количеството на пробиване и производителността са ограничени.
4. Ниска точност
Точността на пробиване е ниска, повърхността е грапава, общата точност на обработка е под IT 10, грапавостта на повърхността Ra стойност е по-голяма от 12. 5 mm, а ефективността на производството е също ниско. Затова пробиването се използва главно за груби или предварителни обработки.
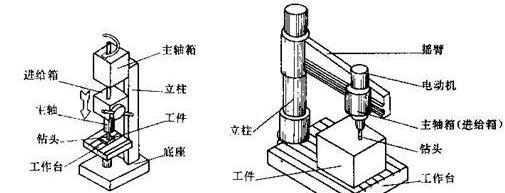
Снимка: Структурна схема на вертикална пробивна машина и рокерска пробивна машина
3. Приложение на сондаж
При производството на единични парчета и малки партиди малките дупки (D< 13="" мм)="" върху="" малки="" и="" средни="" детайли="" обикновено="" се="" обработват="" от="" машини="" за="" свредло="" за="" пробиване="" и="" по-големи="" отвори="">< 50="" mm)="" обикновено="" се="" обработват="" от="" вертикални="" сондажни="">
Дупките на големите и средни детайли трябва да се обработват с рокерна пробивна машина, а дупките на въртящите се заготовки на тялото трябва да се обработват на струг.
При партиди и масово производство, за да се гарантира точността на обработката, да се увеличи ефективността на производството и да се намалят разходите за обработка, за обработка на дупки широко се използват щанцови щанци, многоосни тренировки или комбинирани машинни инструменти.
За дупки с малък и среден диаметър (D< 50="" mm)="" с="" висока="" точност="" и="" малка="" грапавост="" често="" е="" необходимо="" да="" се="" използват="" разширяване="" и="" разширяване="" за="" полуфабрикат="" и="" довършителни="" работи="" след="">